
ОПИСАНИЕ
Магнетронное нанесение тонких пленок
Посредством катодного распыления мишени в плазме выполняется магнетронное нанесение тонких пленок, которое считается одним из самых распространенных методов. Осуществление данной операции проходит посредством особых технологических устройств – распылительных систем. Важное преимущество технологии заключается в возможности управления характеристиками растущего слоя благодаря выбору оптимальных параметров – давления, мощности, плотности ионного тока, в результате чего удается создавать покрытия, обладающие управляемыми свойствами. Сам процесс распыления происходит в виде бомбардировки поверхности мишени рабочим газом. За счет того что горение наблюдается в объединенных магнитном и электрическом полях повышается эффективность ионизации и образуется плотная плазма. При этом сокращается электронное воздействие на саму подложку вследствие того, что вторичные электроны захватывает магнитная ловушка, что уменьшает бомбардировку поверхности и перегрев.
Преимущества
- Вращение изделий вокруг своей оси и напыление с четырёх сторон
- Очистка поверхности изделий перед напылением с помощью ионного источника постоянного тока
- Нагрев изделий до заданной температуры, контроль и поддержание температуры в процессе напыления слоев
- Стабилизация заданного расхода технологических газов по трём каналам и контроль расхода газа по каждому каналу
- Отпыливание мишени любого из одного – восьми магнетронов на управляемую заслонку
- Вертикальное расположение мишеней на магнетронах и изделий на вращающихся позициях
- Автоматическое выполнение технологического цикла по программе
- Размещение изделий на легко снимаемых носителях с целью сокращения времени загрузки и выгрузки
Технические характеристики
Скачать| Тип оборудования | Установка магнетронного напыления для резистивных сплавов и металлизации ГИС |
| Назначение | Магнетронное нанесение тонких пленок на подложки 68×40 мм одновременно с двух сторон с нагревом и ионной очисткой. |
| Обработка | Двухстороннее нанесение на вертикальном вращающемся барабане; возможна односторонняя обработка. |
| Загрузка подложек | 60×48 мм — 66 шт. (70 без свидетелей сопротивления); при односторонней обработке — 110 шт. (112 без свидетелей сопротивления). |
| Способ загрузки | Ручная загрузка через дверь камеры на носителях. |
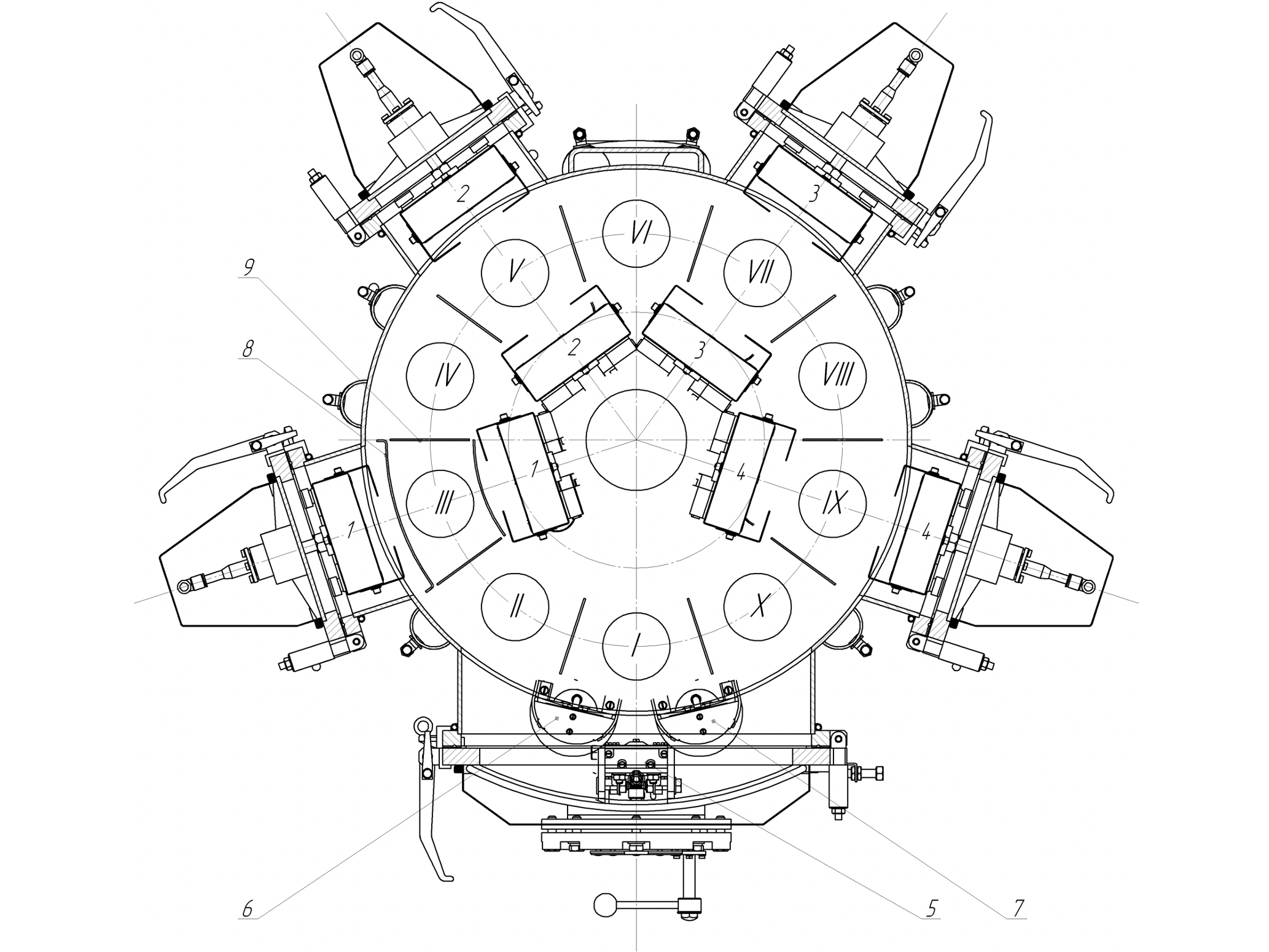
| Технологические устройства | Наружные магнетроны — 3 (4 опция); внутренние магнетроны — 4; источники ионов — 2. |
| Измерительные системы | Датчик температуры на барабане — 1; датчики сопротивления (свидетели) — 2. |
| Вакуумная система | Высоковакуумный насос — криогенный; форвакуумный насос — сухой спиральный. |
| Предельное / стартовое давление | 8×10⁻⁴ Па (6,0×10⁻⁶ мм рт. ст.); стартовое давление 5×10⁻³ Па |
| Время откачки | 15 мин до стартового давления; 120 мин до остаточного давления; подготовка вакуумной системы 120 мин |
| Газонапуск | 0–9 л/ч по каналу; автоматических каналов газонапуска — до 3 |
| Магнетронная система | Мишень 440×100 мм; прямое или косвенное охлаждение; магнитная система разбалансированная, сухие магниты на атмосфере; 2 блока питания (4 опция); до 650 В, до 15 А. |
| Источник ионов / ионное распыление | Щелевой источник с холодным катодом; до 3000 В; до 600 мА. |
| Нагрев / испарение | Система нагрева 4000 Вт; температура изделий до 300 °C. |
| Неравномерность / воспроизводимость | Двухстороннее нанесение: ±2% при 36 шт., ±4% при 66 шт.; одностороннее: ±2% при 72 шт., ±4% при 110 шт. |
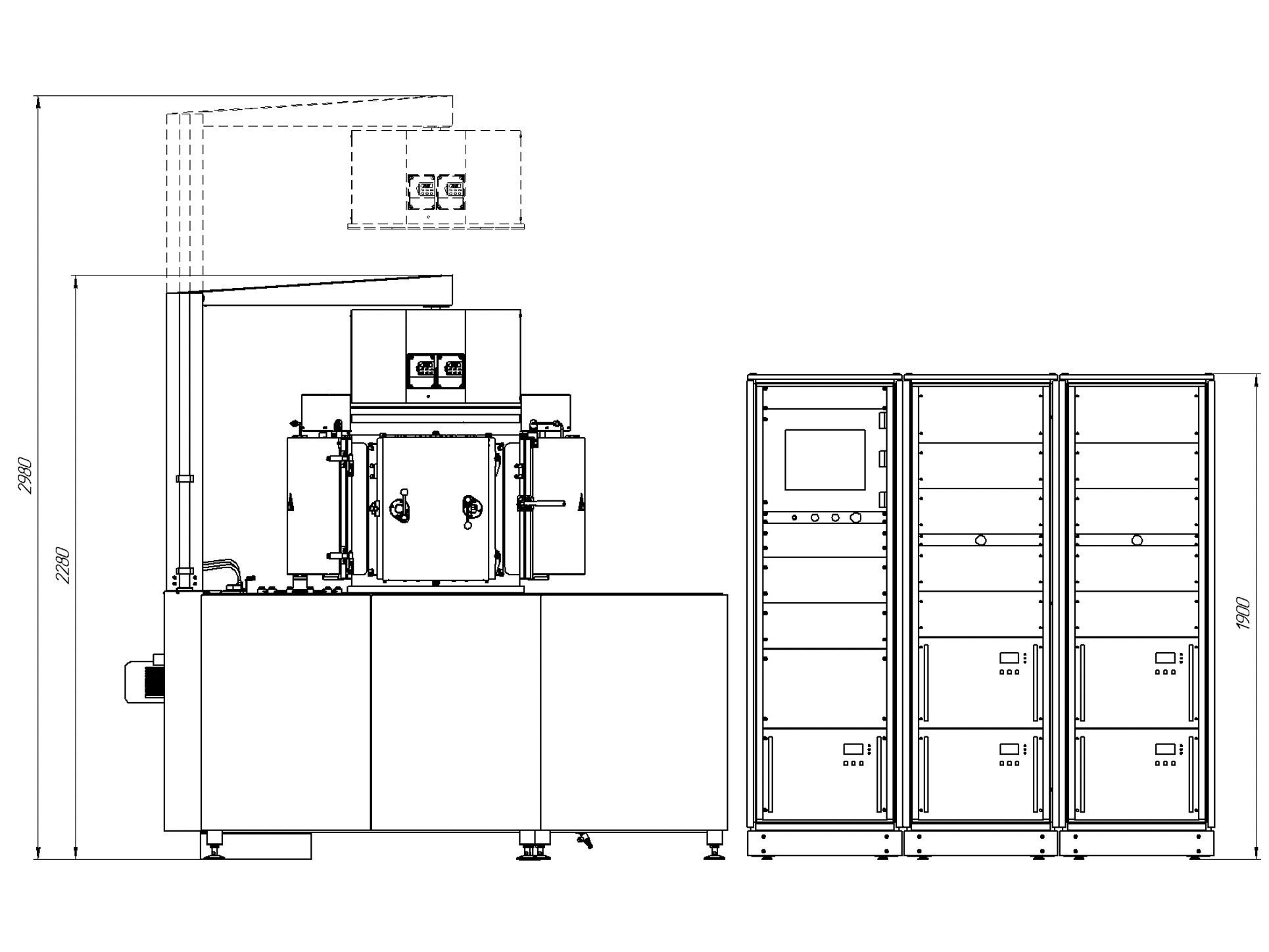
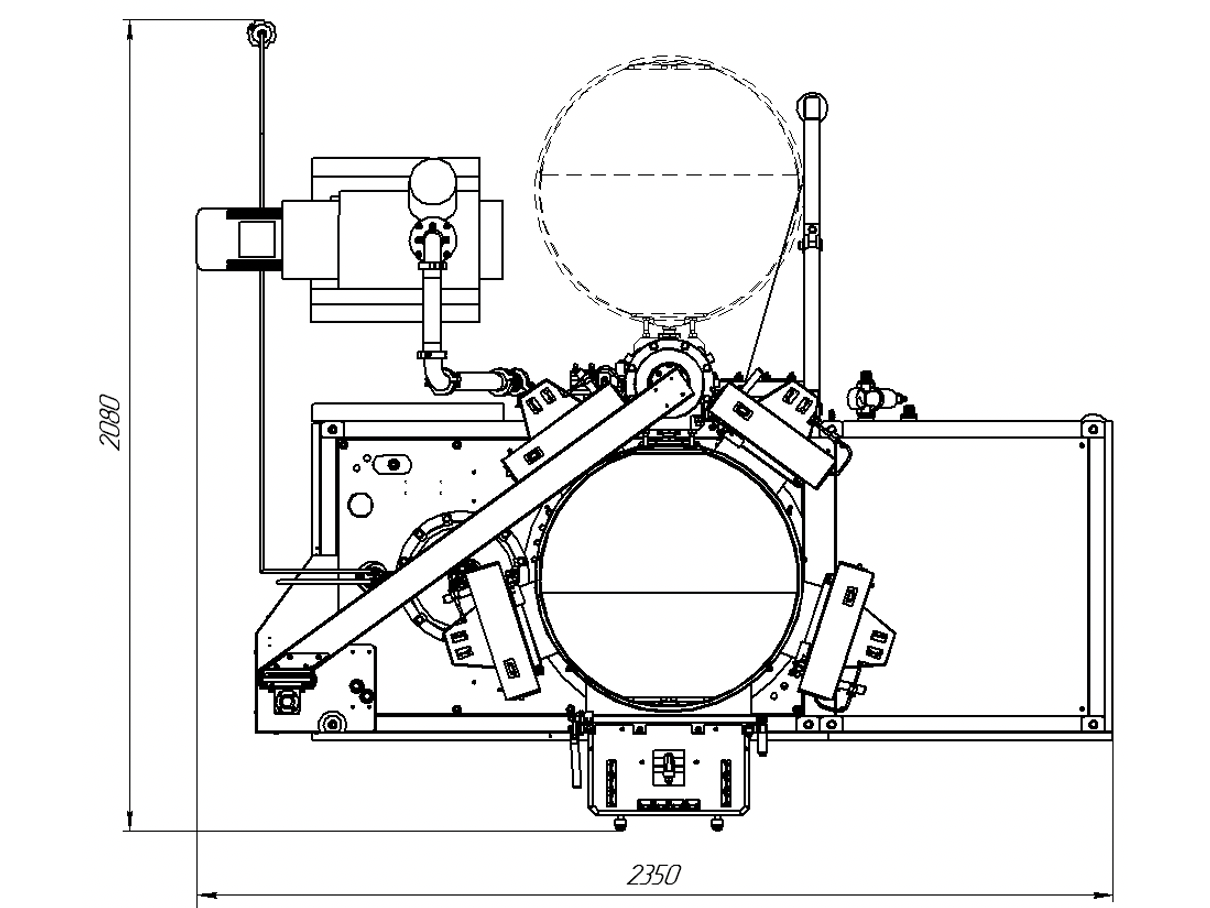
| Габариты | 1650×1850×2980 мм (с поднятой камерой) |
| Масса / площадь | Агрегат 1150 кг; установка до 1850 кг; площадь 20 м² |
| Электропитание | 380 В ±10%, 50 Гц; ток по фазам не более 80 А; мощность 75 кВт |
| Охлаждение и коммуникации | Холодная вода 15–22 °C, 3–5 кгс/см², 2 м³/ч; сжатый воздух 4–6 кгс/см²; Ar/O₂ 1–1,5 кгс/см² |
Смотрите также:
-

Вакуумная установка магнетронного напыления M-Ray V1S
-

M–Ray H1S
-
